Le procédé HLAW
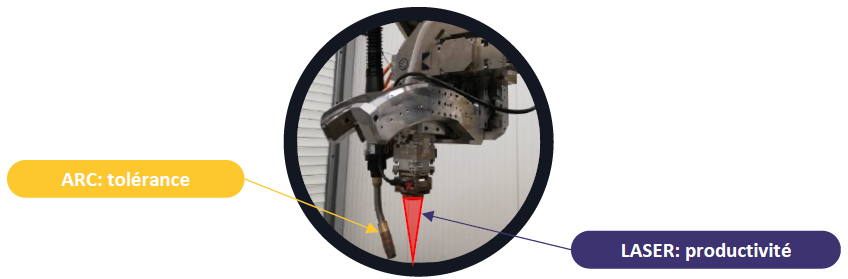
Le procédé HLAW (Hybrid Laser-Arc Welding) est un procédé de soudage 2 en 1 où les procédés LBW (Laser Beam Welding) et GMAW (Gas Metal Arc Welding) sont combinés. La combinaison du laser avec un arc électrique permet de tirer profit à la fois de la forte productivité du laser et de la grande tolérance de l’arc. De plus, l’utilisation d’un métal d’apport est susceptible d’améliorer la composition chimique du bain de fusion et ainsi de limiter le risque de fissuration lors du soudage.
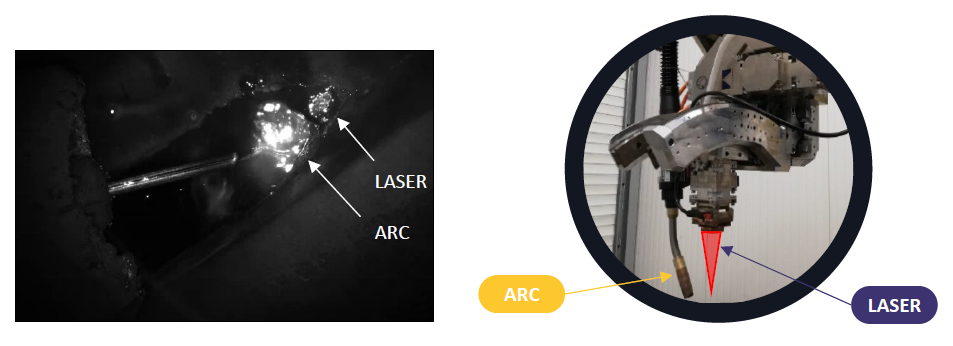
FIGURE 1. Principe du HLAW
Le bac batterie
Le bac batterie est une boîte scellée et placée sous la carrosserie du véhicule pour contenir et protéger les modules de batterie. Une représentation simplifiée est donnée en Figure 2. Le couvercle en aluminium scelle l’enceinte du bac et doit être parfaitement étanche pour protéger les passagers des fumées en cas d’incendie. Le cadre extérieur est solidaire d’une structure rigide à l’intérieur de laquelle les modules de batterie sont insérés. Cette partie du bac doit être suffisamment résistante pour protéger les usagers en cas de collision. Enfin le plancher du bac batterie doit également permettre de protéger les batteries vis-à-vis des impacts ou des débris sur la route.
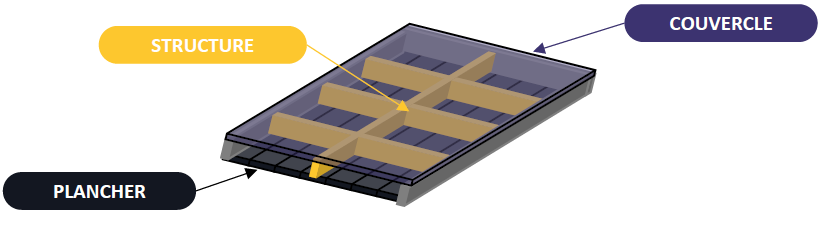
FIGURE 2. Représentation simplifiée d’un bac batterie
Réalisation de prototypes
Deux prototypes à taille réelle ont été assemblés : le premier est un plancher de bac batterie constitué de plusieurs profilés en aluminium extrudés. Les profilés ont été assemblés les uns avec les autres avec le procédé HLAW pour former un plancher de bac batterie. Le second prototype est un bac batterie issu de l’industrie automobile. Le plancher est une grande plaque en aluminium scellée sur le cadre du bac batterie avec le procédé HLAW.

FIGURE 3. Prototypes soudés
Soudabilité de l'aluminium
Du fait de ses propriétés physiques l’aluminium peut s’avérer difficile à souder par laser. En effet l’aluminium étant très réfléchissant seule une faible partie du faisceau laser est absorbée. Les instabilités du procédé et la solubilité de l’hydrogène dans l’aluminium liquide génèrent des bulles de gaz qui se retrouvent piégées dans le cordon de soudure après solidification. Par ailleurs certaines nuances d’aluminium sont très sensibles au phénomène de fissuration à chaud, en particulier en soudage laser. Dans cette étude des essais de soudage ont été réalisés avec des équipements technologiques permettant de limiter ces défauts. Le niveau de porosités a été significativement réduit par la mise en forme de faisceau « dual core » et par l’oscillation du faisceau. L’apport extérieur d’un métal approprié avec l’arc électrique a également permis de limiter les risques de fissuration. Ainsi pour chacune des trois parties du bac batterie (couvercle, plancher, structure interne) des paramètres de soudage ont pu être définis. Plusieurs démonstrateurs de 500mm ont été réalisés et aucun défaut n’a été observé aux contrôles après soudage.
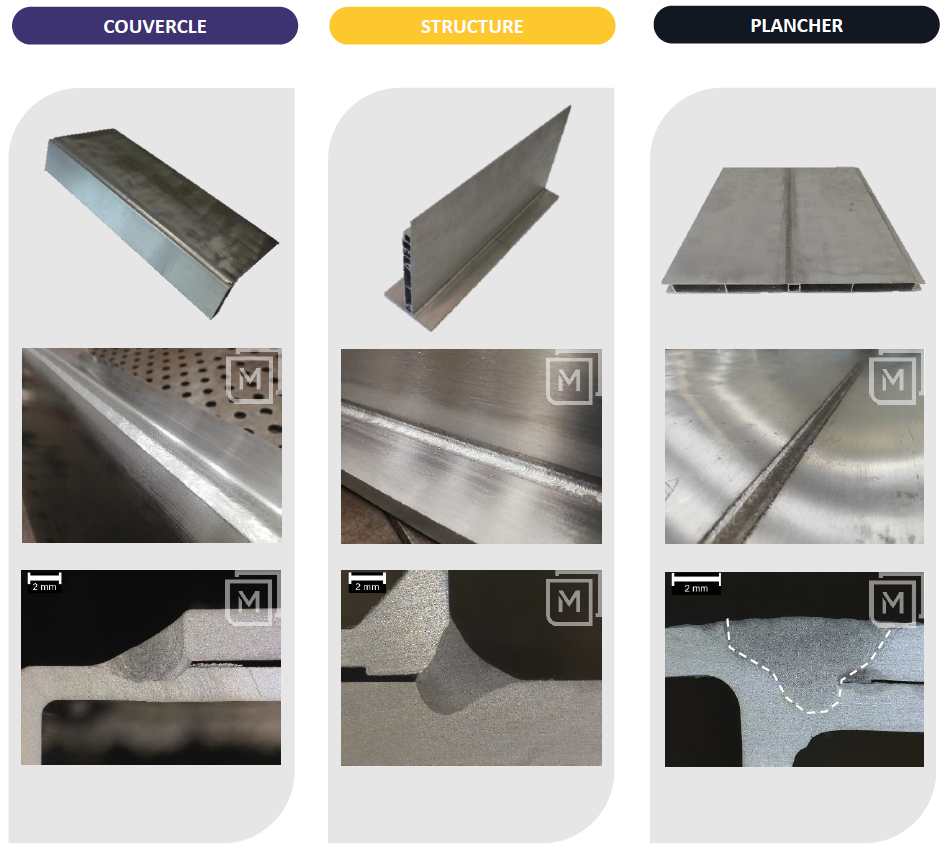
FIGURE 4. Démonstrateurs de 500mm
Beam Shaping Dual Core
La technologie de beam shaping « dual core » consiste à modifier la géométrie du faisceau laser. La puissance laser est distribuée entre un coeur central et un anneau extérieur qui optimise la distribution de température autour du bain de fusion. Dans cette étude la mise en forme dual core, comparée à un faisceau conventionnel TopHat, a permis de limiter significativement les niveaux de porosités.
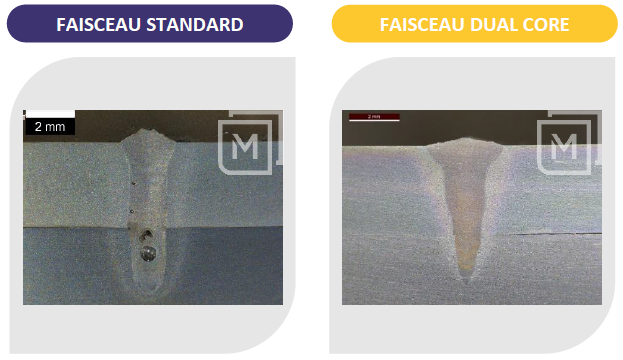
FIGURE 5. Effet du beam shaping dual core
Wobbling
Le wobbling consiste à faire osciller le faisceau laser. Dans cette étude l’oscillation du faisceau selon un profil sinusoïdal a permis de limiter le niveau de porosités dans les soudures. Un autre avantage de cette technologie est la possibilité d’élargir la zone de liaison pour le soudage en configuration transparence : les soudures obtenues sont alors plus résistantes.
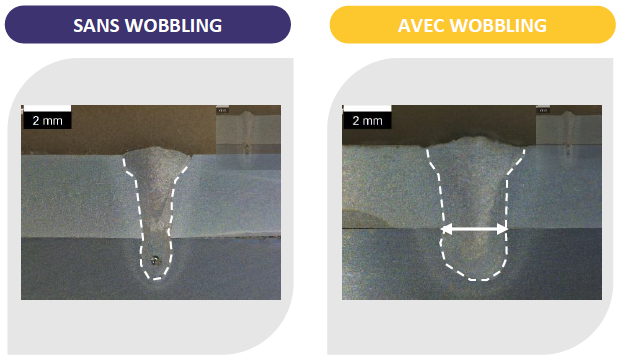
FIGURE 6. Effet du wobbling
Distance Laser-Fil
Sur le procédé HLAW la distance séparant le point d’impact du laser et le fil influe sur la qualité de la soudure. Dans cette étude une distance laser-fil (DLF) de 2mm a généré deux zones fondues : une zone fondue à la fois par le laser et l’arc (zone HLAW) et une zone fondue uniquement par le laser (zone LBW). Dans cette dernière des fissures ont été observées. Au contraire une distance laser-fil de 1mm a permis d’obtenir une seule et unique zone fondue homogène dans laquelle aucune fissure n’a été observée.
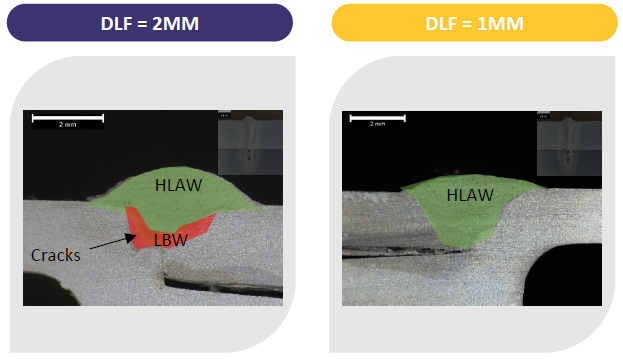
FIGURE 7. Effet de la distance laser-fil
Voir la vidéo de soudage hybride laser arc
Suivant les cas de figure chaque procédé de soudage présente des avantages et inconvénients, mais si on considère la potentielle augmentation dans les années à venir des besoins de production de véhicules électriques le procédé HLAW mérite d’être pris en considération, dans la mesure où il combine la haute productivité du laser et la tolérance de l’arc électrique. Dans cette étude le procédé HLAW a permis de souder 2 prototypes de plancher de bac batterie à taille réelle avec des vitesses de soudage de 4m/min. Les soudures obtenues avec ce procédé semblent conformes aux attentes de l’industrie. Dans cette perspective l’Institut Maupertuis compte poursuivre ces travaux afin d’augmenter d’avantage les vitesses de soudage. Par ailleurs l’Institut a l’intention d’évaluer les capacités des procédés laser et HLAW sur d’autres configurations de soudage mises en jeu sur le véhicule électrique.
N. Gaillard, D. Lemaitre
Institut Maupertuis, France
A l'Institut Maupertuis nous mettons nos expertises au service des entreprises. Découvrez l'ensemble de nos procédés en soudage laser, des procédés d'assemblage précis et extrêmement performants, de la tôle fine à la forte épaisseur.