Contexte de l'étude
Le soudage laser pour l’e-mobility
Dans un contexte d’augmentation de la production de véhicules électriques, les nombreux avantages de la technologie du soudage laser (productivité, géométrie des cordons, qualité des soudures) suscitent l’intérêt des industriels. Que ce soit pour la production de groupes motopropulseurs, de batteries, de bac à batterie ou de piles à combustible, ce procédé, propice à la production de masse, fait partie des solutions envisagées.
Le soudage laser du cuivre et de l’aluminium
Les propriétés physiques du cuivre et de l’aluminium peuvent générer des difficultés lors du soudage laser. En effet la forte réflectivité de ces matériaux aux longueurs d’onde émises par les lasers limite le couplage entre le faisceau et la matière. Par ailleurs la fluidité du bain de fusion, la dynamique du keyhole, ou encore la présence d’impuretés peuvent être à l’origine de défauts dont les principaux sont les porosités et les projections. Pour y remédier, des solutions innovantes sont mises en place : développement de lasers bleus ou verts, wobbling, technologies de mise en forme de faisceau (beam shaping), etc.
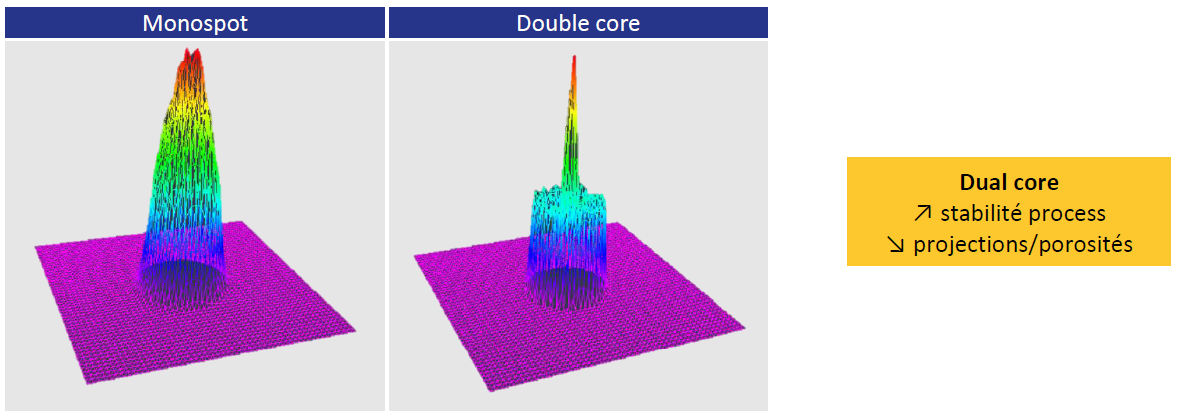
Forme de faisceau « double core »
La forme « double core » est constituée d’un pic central de puissance enveloppé d’un anneau. La fonction principale de l’anneau consiste à stabiliser le keyhole et limiter les projections.
Intérêt du beam shaping sur le cuivre
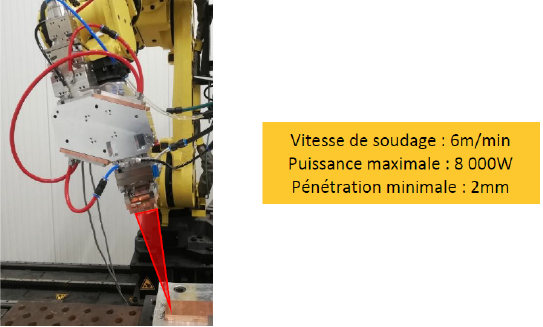
Les échantillons sont des plats en cuivre ETP d’épaisseur 10mm. Des lignes de fusion sont réalisées en laser autogène pour une vitesse d’avance de 6m/min. L’objectif est d’obtenir un cordon stable avec une pénétration minimale de 2mm.
Plusieurs formes de faisceau sont comparées :
- Faisceau monospot
- Faisceau « double core » généré par une tête de soudage
- Faisceau « double core » généré par une fibre optique
Pour chaque forme de faisceau plusieurs essais sont réalisés en faisant varier les paramètres tels que la puissance laser, la position du point focal par rapport à la surface des échantillons ou la répartition de puissance entre le coeur et l’anneau du « double core ». Les meilleurs résultats pour chaque configuration sont donnés dans le tableau ci-dessous :
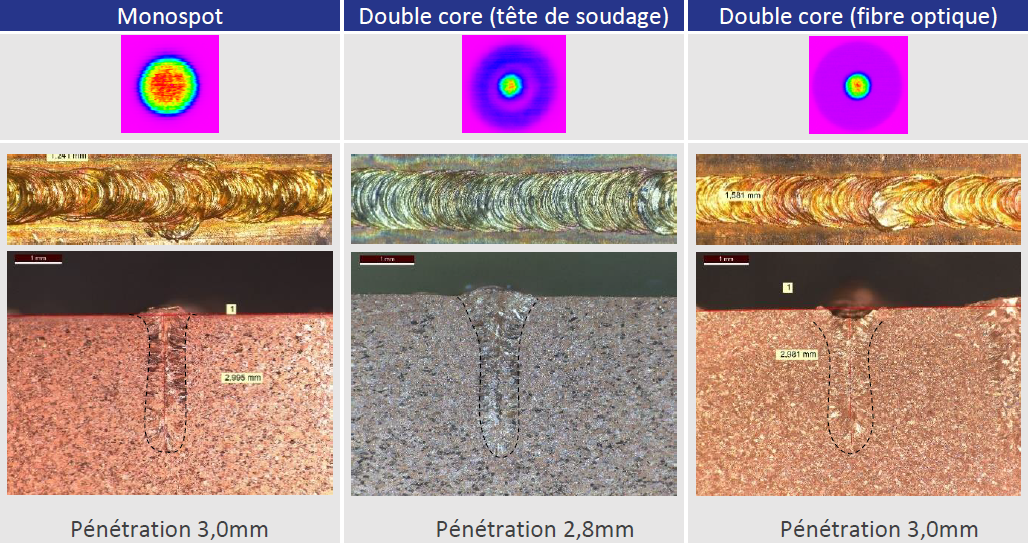
Dans cette configuration les cordons les plus stables sont obtenus avec la mise en forme de faisceau « double core ».
Intérêt du beam shaping sur l’aluminium
Les échantillons sont une plaque en aluminium 5xxx d’épaisseur 3,5mm et un profilé en aluminium 6xxx d’épaisseur 6mm. Des soudures par transparence sont réalisées en laser autogène pour une vitesse d’avance de 4m/min. L’objectif est d’obtenir un cordon stable avec une pénétration minimale de 5mm.
Plusieurs formes de faisceau sont comparées :
- Faisceau monospot
- Faisceau donut
- Faisceau « double core » généré par une fibre optique
- Faisceau « double core » généré par une tête de soudage

Pour chaque forme de faisceau plusieurs essais sont réalisés en faisant varier les paramètres tels que la puissance laser, la position du point focal par rapport à la surface des échantillons ou la répartition de puissance entre le coeur et l’anneau du « double core ». Les meilleurs résultats pour chaque configuration sont donnés dans le tableau ci-dessous :
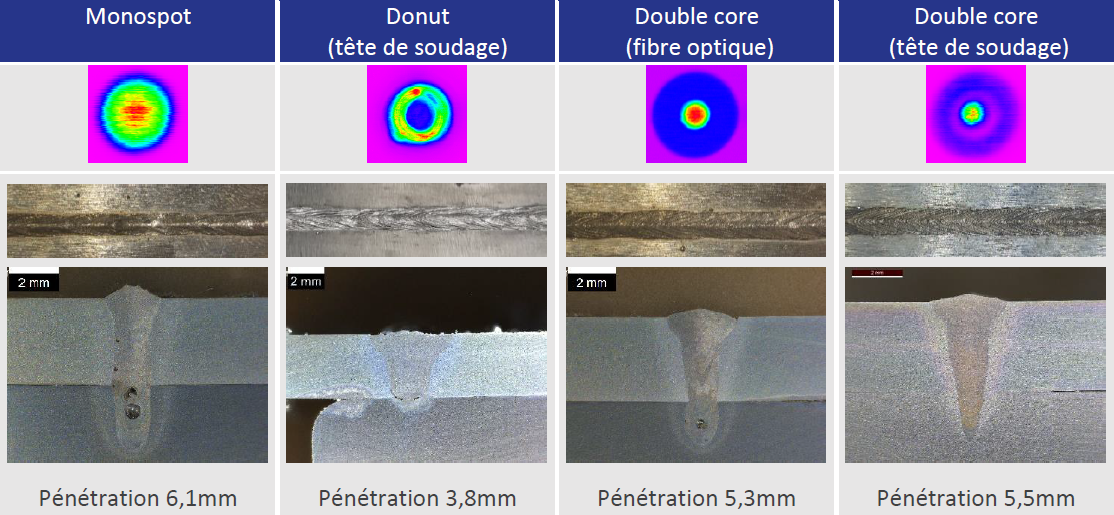
Dans cette configuration les cordons les plus stables sont obtenus avec la mise en forme de faisceau « double core ».
Ces résultats mettent en évidence l’intérêt du beam shaping pour le soudage laser du cuivre et de l’aluminium.
N. Gaillard, R. Cornée, D. Lemaitre
A l'Institut Maupertuis nous mettons nos expertises au service des entreprises. Découvrez l'ensemble de nos procédés en soudage laser, des procédés d'assemblage précis et extrêmement performants, de la tôle fine à la forte épaisseur.